Фрезеровка может выполняться в цеху на стендовой пиле с фрезерным приспособлением, станках с ЧПУ с фрезерным приспособлением, либо непосредственно на стройплощадке с помощью ручного инструмента.

Вертикальная пила для обработки АКП

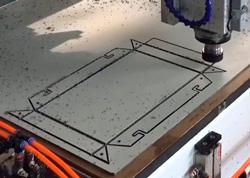
Фрезерный станок с ЧПУ

Фрезеровка ручным инструментом
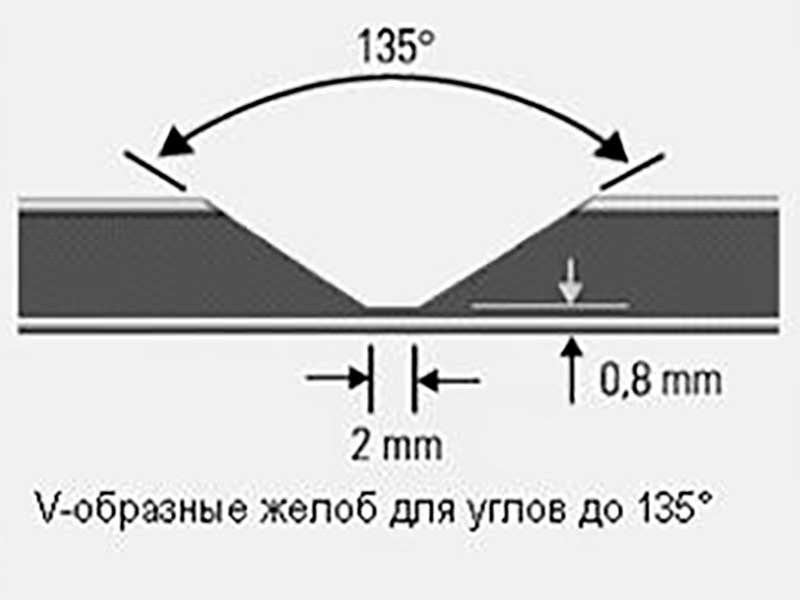
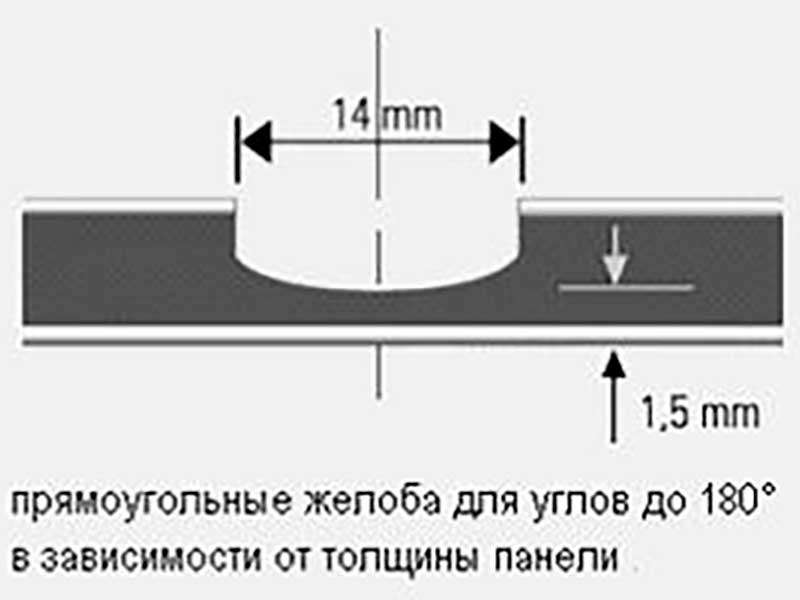
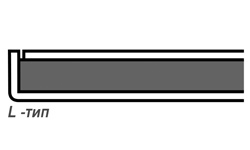
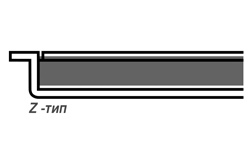
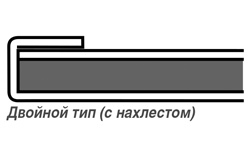
V-образные или прямоугольные пазы фрезеруются с задней стороны панели. При этом сохраняется внешняя алюминиевая облицовка и часть композитного наполнителя толщиной не менее 0,8 мм. Пазы могут быть выполнены панельной пилой с фрезерующим устройством, на станке с ЧПУ с фрезерующим устройством или с помощью ручной фрезы.
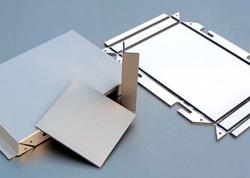
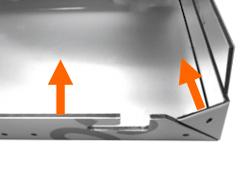
Отфрезерованный композитный лист может быть изогнут, образуя как внешние, так и внутренние углы.

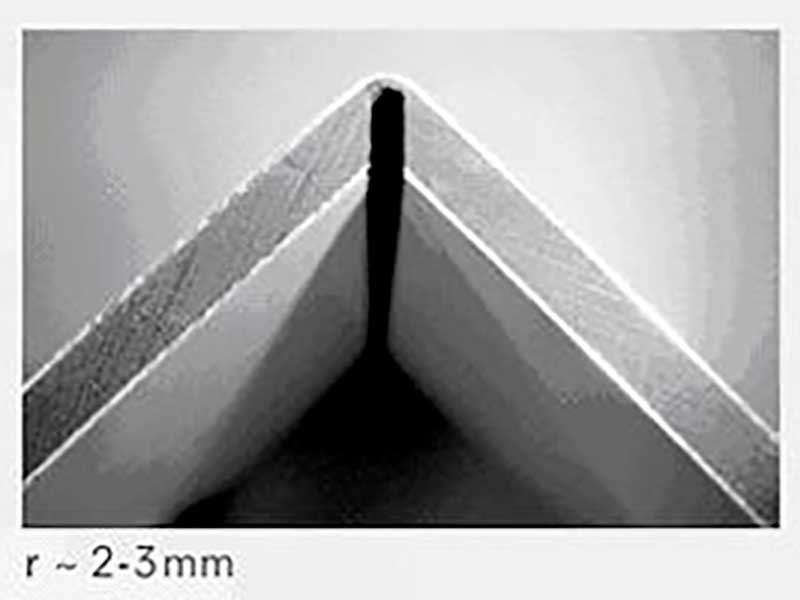
Углы до 90°

Фрезерованный лист АКП до 90

Пример использования

Углы до 135°

Фрезерованный лист АКП до 135°

Пример использования
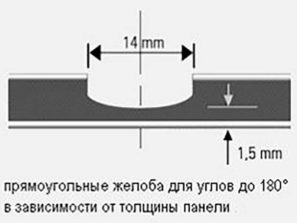
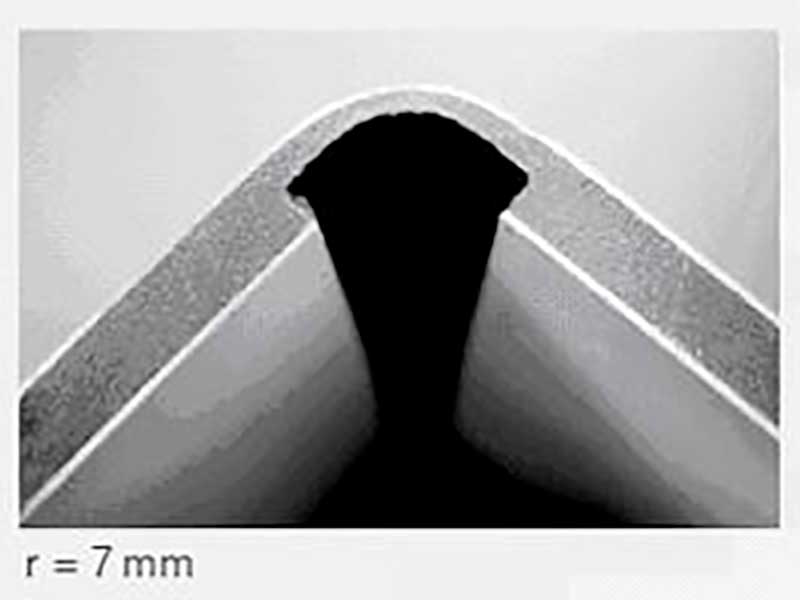
Углы до 180°

Фрезерованный лист АКП до 180°

Пример использования

Дисковые фрезерные резаки с твёрдосплавным наконечником для вертикальных панельных пил.
Необходимо обратить внимание, что линейные размеры изогнутой панели увеличатся на 1–3 мм за счет появления небольшого радиуса изгиба. Для более точного определения данной поправки, необходимо произвести пробные надрезы и измерить реально получаемые результаты. Для сгибания предварительно отфрезерованных панелей рекомендуется использовать гибочный станок или стол с ровной поверхностью. Сгибать материал следует при температуре не ниже 10ºС.